Optimizing Silicone 3D Printing Parameters: A Comparison of Speed, Pressure, Z-height and Additives
Exploring the Impact of Printing Conditions on Silicone Cube Quality Using SLO-JO and Thivex Additives
Introduction
Silicone 3D printing is gaining traction for its versatility in producing soft robotic components. However, achieving high-quality prints requires a precise balance of materials, additives, and printing parameters. In this experiment, I tested different combinations of silicone mixtures, speeds, and pressures to determine their impact on print quality.
Materials Used
- Silicone Type A and B – base materials mixed in equal ratios
- SLO-JO Additive – extends cure time for more workable printing
- Thivex (2%) – increases viscosity for better layer adhesion
- Silicone Type – Ecoflex 00-30 (platinum-cure silicone rubber compound)
Experimental Setup
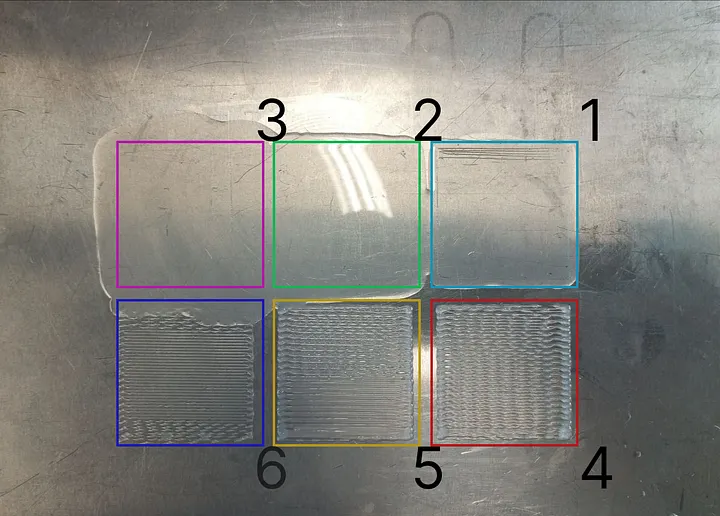
The study involved printing six silicone cubes under varying conditions:
- Cubes 1, 2, 3: Silicone Type B + 4% SLO-JO + Type A
- Cubes 4, 5, 6: Silicone Type B + 4% SLO-JO + Type A + 2% Thivex
Observation: Prints 1–3 used low-viscosity silicone, resulting in scattered and uneven layers. Prints 4–6 used Thivex for higher viscosity, showing better layer consistency and shape retention.
Parameters Tested
| Cube Number | Speed (F) | Pressure (kPa) | Notes |
|---|---|---|---|
| 1 | F2400 | 70 kPa | Standard mix |
| 2 | F2400 | 90 kPa | Higher pressure → denser extrusion |
| 3 | F2400 | 90 kPa | Printed 40 min after mixing |
| 4 | F2400 | 90 kPa | Added 2% Thivex → higher viscosity |
| 5 | F1800 | 100 kPa | Slower speed, higher pressure combination |
| 6 | F900 | 70 kPa | Slowest speed, low pressure |
Observations and Results
Prints 1–3 (Low Viscosity — SLO-JO Only)
These prints showed scattered flow due to low viscosity:
- Print 1: 70 kPa → lower flow, slightly controlled but still scattered.
- Print 2: 90 kPa → more scattering, higher flow increased layer height.
- Print 3: Printed 40 minutes after mixing → partial curing caused excessive spreading and major scattering.
Prints 4–6 (High Viscosity — SLO-JO + Thivex)
Adding Thivex increased viscosity and significantly improved print structure.
Print 4
- 90 kPa + Thivex → controlled flow, minimal scattering.
- Slight surface pattern suggests a possible Z-calibration issue.
Print 5
- 100 kPa + Thivex → reduced surface pattern seen in Print 4.
- Bed height slightly increased halfway through the print, improving consistency.
- Lower speed (F1800) helped maintain flow stability at higher pressure.
Print 6
- 70 kPa + F900 → cleaner results after nozzle and bed tuning.
- Initial layers showed uneven distribution due to flow mismatch.
- Very low speed produced shallow layer heights and small gaps between paths.
Conclusion
Key Takeaways
- Higher Pressure → Stronger FlowIncreasing pressure improves extrusion control and consistency, especially with thicker silicone mixes.
- Lower Flow Rate → Lower Speed NeededWhen pressure is low, reducing print speed prevents scattering and improves layer formation.
- Z-Height Calibration is CriticalIncorrect Z-gap leads to uneven layers, visible patterns, or weak adhesion. Precise Z-calibration becomes even more important when switching between low- and high-viscosity materials.